How to ensure the quality of film processing
processing preparation
1.processing equipment
The welding method of PTFE membrane is heat sealing, and there must be a special PTFE membrane heat sealing machine and its supporting equipment. The membrane welding equipment includes: 20KW Italian PTFE welding machine and Italian portable small portable PTFE welding machine.ETFE welding machine, made in China.
2.materials
Architectural membranes of various specifications and various grades must have a membrane volume number and a quality assurance certificate as opposed to the volume number. After entering the factory, physical property verification is required, mainly for tensile testing. The data provided by the inspection data and the supplier are within 5%, and the data is less than 5% of the data provided by the supplier. Confirm that the qualified film can be used.
PTFE Tensile Membrane to the factory:
Material over the light box inspection: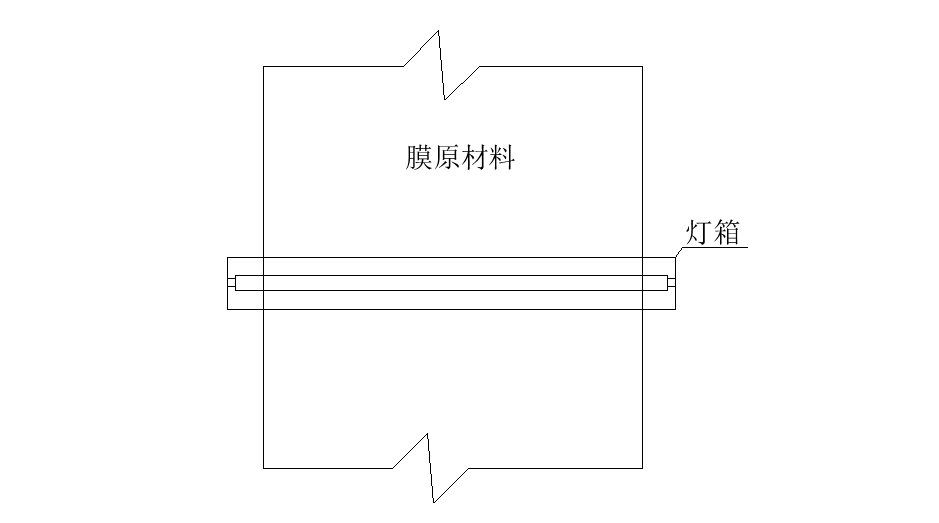
3. conditions
All equipment is inspected before operation to ensure normal operation and meet safety regulations. The site is dust-free, clean and flat, and the grounding area and the welding area are covered with a soft cushion.
Talculate the film material according to drawing
The unfolding area of the blanking is obtained by the blanking designer in the form-finding drawing. The cutting technician is familiar with the blanking drawing, and the blanking person will review the drawing. According to the size of the blanking sheet, the film unit is arranged in the width range of the film to calculate the loss rate. , to determine the amount of membrane purchases.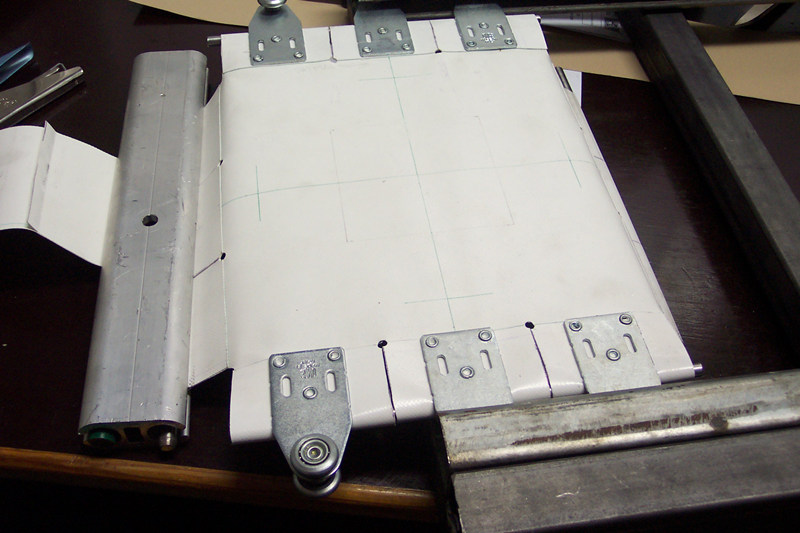
The operation process
1.PTFE welding machine operating procedures:
(1) Personnel must be designated to operate on the machine. Check the line equipment before starting the machine. The machine and the body are normal. After confirming, start the machine.
(2) After starting the machine, the welding must be started after the high temperature welding machine reaches a stable temperature.
(3) Test welding is required before welding to determine the optimum welding time, temperature and pressure.
(4) Pay attention to whether the temperature is stable during welding.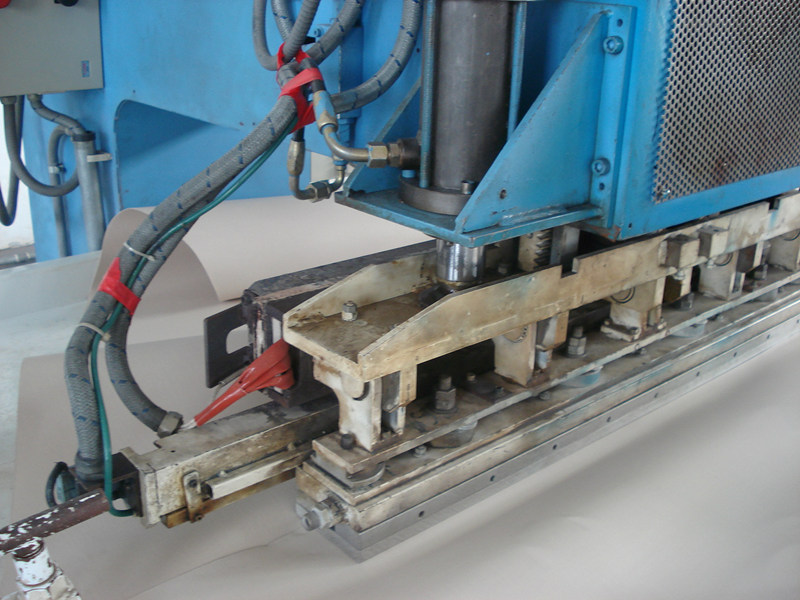
Material quality inspection
1. Purchase film material. Before feeding, it must be stated that the material used in the project is the same item. When entering the warehouse, register the film packaging volume number, check whether there is wear or quality record, and whether the batch number of the film material is produced by the same batch number;
2. Take 3 sets of diaphragms for each roll of material for welding test and perform biaxial test to determine the design tension compensation value of the film.
3. Take three sheets of film in the morning, middle and night every day for welding current, temperature and time to ensure the welding strength.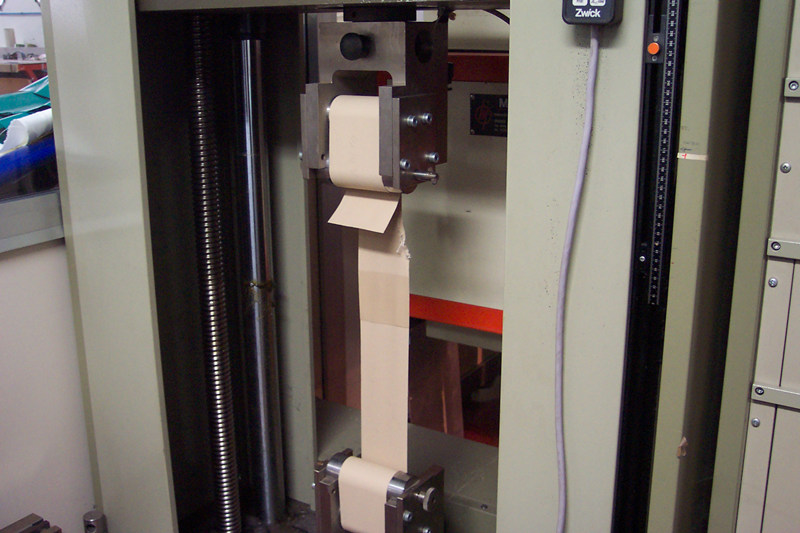
Film processing
1. In strict accordance with the operating procedures, personnel entering the workshop must wear special clean uniforms for the workshop, and special shoes;
2. After confirming that the blanking map is correct, after checking the volume and boundary, enter the cutting machine.
3. The blanking work is carried out according to the corresponding mathematical model. The cutting material indicates the detailed relationship between the membrane structure and the corresponding steel structure and the angle of the corner connection. The membrane unit should be cut at the correct angle within 1mm. When the film is spread evenly on the cutting bed, there should be no wrinkles.
4, the sample cutting must pass three control errors:
(1) Review the cut and the amount and check the model;
(2) The steel structure size and model are consistent;
(3) Make sure that it is correct and start cropping.
5. In the cutting area, check the diaphragm mark and the assembly drawing for the film unit that has finished cutting.
6. After the cutting piece is checked, the FEP is spot-welded and then enters the splicing area; in the splicing area, the cutting piece is pre-stretched and spot welded. After the spot welding is completed, the edge portion is inspected and the error in the warp and weft direction should not exceed 1.5mm.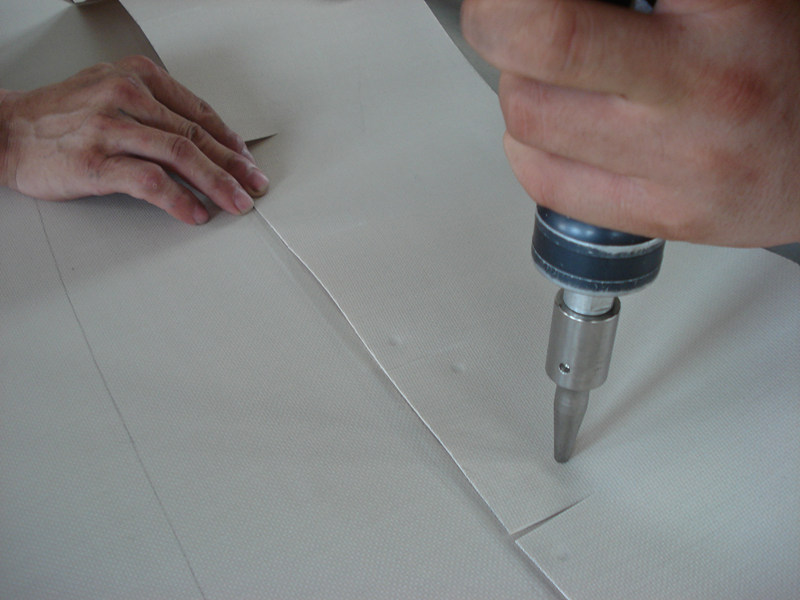
7. All heat sealing processes and welding sample tests should meet quality control.
8. The film with flaws can not be used, all seams should be continuous, and the brightness is consistent in the ruler.






 Online service
Online service +8613600065322
+8613600065322 canobbio@canobbio.com.cn
canobbio@canobbio.com.cn +8613600065322
+8613600065322